Презентация Основы числового программного управления. Системы координат токарного станка онлайн
На нашем сайте вы можете скачать и просмотреть онлайн доклад-презентацию на тему Основы числового программного управления. Системы координат токарного станка абсолютно бесплатно. Урок-презентация на эту тему содержит всего 17 слайдов. Все материалы созданы в программе PowerPoint и имеют формат ppt или же pptx. Материалы и темы для презентаций взяты из открытых источников и загружены их авторами, за качество и достоверность информации в них администрация сайта не отвечает, все права принадлежат их создателям. Если вы нашли то, что искали, отблагодарите авторов - поделитесь ссылкой в социальных сетях, а наш сайт добавьте в закладки.
Оцените презентацию от 1 до 5 баллов!
- Тип файла:ppt / pptx (powerpoint)
- Всего слайдов:17 слайдов
- Для класса:1,2,3,4,5,6,7,8,9,10,11
- Размер файла:126.58 kB
- Просмотров:118
- Скачиваний:0
- Автор:неизвестен
Слайды и текст к этой презентации:
№1 слайд
Содержание слайда: Основы числового программного управления
Системы координат токарного станка
№2 слайд
Содержание слайда: Назначение систем координатк
Обязательное условие, обеспечивающее обработку заготовок с заданной точностью, – наличие систем координат в станке, которые можно выбрать различным образом, но для сокращения трудозатрат они стандартизированы
№3 слайд

Содержание слайда: Правило правой руки
В стандартной системе координат станка положительные направления осей X, Y, Z определяются по правилу правой руки.
Большой палец (рис. 2.1, а) указывает положительное направление оси абсцисс (X), указательный – оси ординат (У), средний – оси аппликат (Z). Положительные направления вращения вокруг осей X, Y, Z определяются вторым правилом правой руки. Согласно этому правилу большой палец располагают поочередно по направлению оси X, Y, Z, тогда остальные согнутые пальцы укажут положительное направление
№4 слайд

Содержание слайда:
№5 слайд

Содержание слайда: Для токарных станков с ЧПУ достаточно выбрать две оси X и Z.
Ось Z совпадает с осью шпинделя станка, а ось X направлена перпендикулярно к оси Z и может располагаться в вертикальной либо горизонтальной плоскости в зависимости от компоновочной схемы токарного станка.
Воспользовавшись правилом правой руки, получим положительные направления осей координат X, Z. Направление поворота вокруг осей X, Y и Z задается в управляющей программе адресами А, В и С соответственно, а направление вращения вокруг оси Z для токарного станка – адресом С.
№6 слайд

Содержание слайда:
№7 слайд

Содержание слайда: Три координатные системы
При обработке заготовки на токарном станке с ЧПУ используют три координатные системы. Первая система – система координат станка xМz, которая имеет начало отсчета в точке М (нуль станка)
Нуль станка обозначается буквой М
В этой системе определяются положения отдельных узлов станка, причем численные значения координат тех или
иных точек выводятся на монитор станка.
№8 слайд

Содержание слайда:
№9 слайд

Содержание слайда: Вторая координатная система хдWzд представляет собой систему
координат детали (программы обработки детали). Нуль детали здесь обозначается буквой W от первой буквы английского слова «workpeace», которое означает в переводе на русский язык «заготовка».
№10 слайд
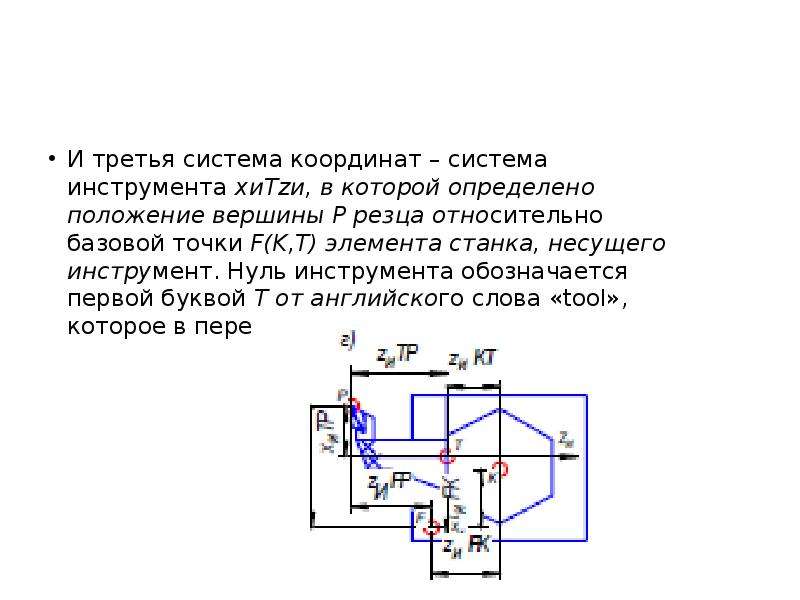
Содержание слайда: И третья система координат – система инструмента хиTzи, в которой определено положение вершины Р резца относительно базовой точки F(K,Т) элемента станка, несущего инструмент. Нуль инструмента обозначается первой буквой Т от английского слова «tool», которое в переводе означает «инструмент».
№11 слайд

Содержание слайда: Нуль детали
При токарной обработке чаще всего за начало координатной системы программы (за нуль детали) принимают точку, лежащую на
оси Z и одновременно расположенную в плоскости, совпадающей с базовым торцом детали.
№12 слайд

Содержание слайда: Система координат детали – главная система при программировании обработки. В ней определены все размеры данной детали и даны координаты всех опорных точек ее контура.
Система координат детали переходит в систему координат программы, в которой даны координаты всех точек и определены все элементы, в том числе и размещение вспомогательных траекторий, необходимых для составления УП.
№13 слайд
Содержание слайда: Системы координат детали (программы) обычно совмещены и представляют собой единую систему, в которой производится программирование и выполняется обработка детали. Система назначается технологом-программистом в соответствии с системой координат станка.
№14 слайд
Содержание слайда: Исходная точка инструмента
В системе координат детали (программы) программируются движения инструмента, указывается так называемая точка начала движения инструмента – исходная точка (О). Из исходной точки инструмент начинает свое движение с целью обработки заготовки и возвращается в нее после окончания процесса обработки. Центр Р инструмента называется полюсом, он совмещен с исходной точкой.
№15 слайд

Содержание слайда: Исходная точка выбирается так, чтобы инструмент, находясь в этой точке после каждого цикла обработки, не мешал снятию готовой детали со станка и установке новой заготовки. Близкое расположение вершины резца к обработанной детали приводит к опасности случайного удара по инструменту при ее снятии и установке новой заготовки на станок.
№16 слайд

Содержание слайда: Система координат инструмента
Система координат инструмента предназначена для задания положения его режущей части относительно державки. Инструмент описывается в рабочем положении в сборе с державкой. При описании всего разнообразия инструментов для станков с ЧПУ удобно использовать единую систему координат инструмента хиТzи, оси которой параллельны соответствующим осям стандартной системы координат станка и направлены в ту же сторону. Начало системы координат инструмента располагают в базовой точке Т инструментального блока, выбираемой с учетом особенностей его установки на станке.
№17 слайд
Содержание слайда: При установке блока на станке точка Т часто совмещается с базовой точкой элемента станка, несущего инструмент. Режущая часть инструмента характеризуется положением его вершины и режущих кромок.
Положение вершины инструмента определяется радиусом закругления r и координатами хиТР и zиTP ее настроечной точки Р, положение которой относительно начала системы координат инструмента обеспечивается наладкой инструментального блока вне станка на специальном приспособлении
Скачать все slide презентации Основы числового программного управления. Системы координат токарного станка одним архивом: